You have 0 items in your cart
0
- Home
- Tooling & Automation
- Companies & Capabilities
- Segen Quick Change
- News
- Resources
- About Us
- Contact Us

At the pace of business today, manufacturers need to try and simplify their supply chain, while finding partners they know they can absolutely rely upon to deliver. We believe that Tooling Tech Group can fulfill those requirements. As a leading manufacturer of tooling throughout the United States, we provide solutions for thermoform molding, compression thermoforming, high compression composite molding, blow molding, rotational molding, die casting, die mold maintenance, CNC machining, as well as custom automated systems for assembly, joining and inspection applications. The depth and breadth of our capabilities is achieved through the combined experience of our four division, each composed of companies that have all been in business for 30+ years, proving out both industry experience and financial stability. Simply put, Tooling Tech Group offers the largest selection of capabilities and capacity to get your jobs accomplished under one roof.
Lee Childers, Chief Executive Officer
Watch how we can provide for your automation, tooling, mold, and die requirements and support your global production activities.










Having our own in-house foundry gives Tooling Tech Group an advantage over smaller, less-advanced tooling companies, resulting in lower costs, faster lead times, and complete control over the quality of your tooling.

Since our initial founding, Tooling Tech Group has earned a reputation for being a trusted source for high quality products and services in each of our four divisions, leveraging each group’s strengths.

Whether we produce your tool, try it out and dial it in your imported dies, or run production parts, we ensure that you received the highest quality results on time. Make us an integral part of our supply chain.

Last summer we announced a 70,000 sq. ft. expansion of our Macomb Township Majestic Industries’ progressive die and stamping facility, and here are the results. This brief video offers a tour of this newly expanded facility, highlighting our 2,750-ton automated press line. We continue to invest in our Tooling Tech Group family, ensuring that we serve our customers’ needs on time, every time.

We build custom tooling for a variety of applications including thermoforming, compression molding, blow molding, die casting, and stamping, as well as secondary equipment and automated solutions for these applications.
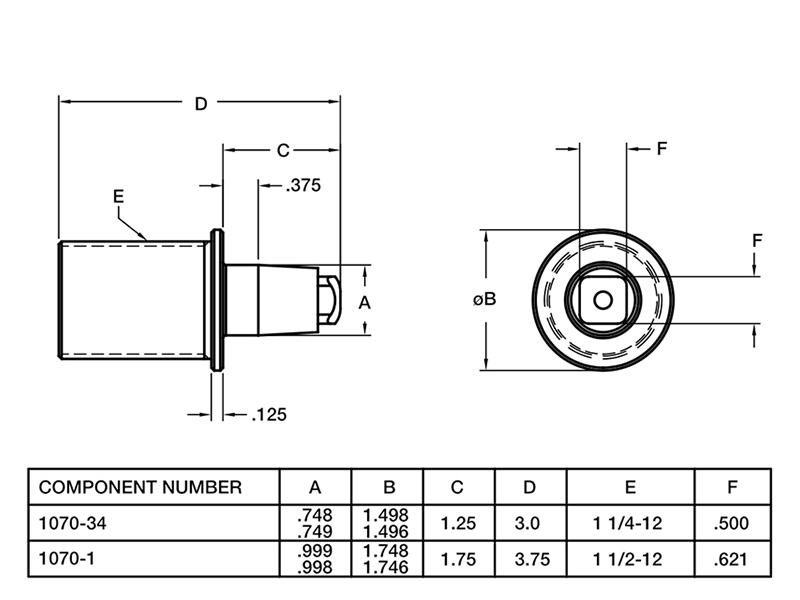
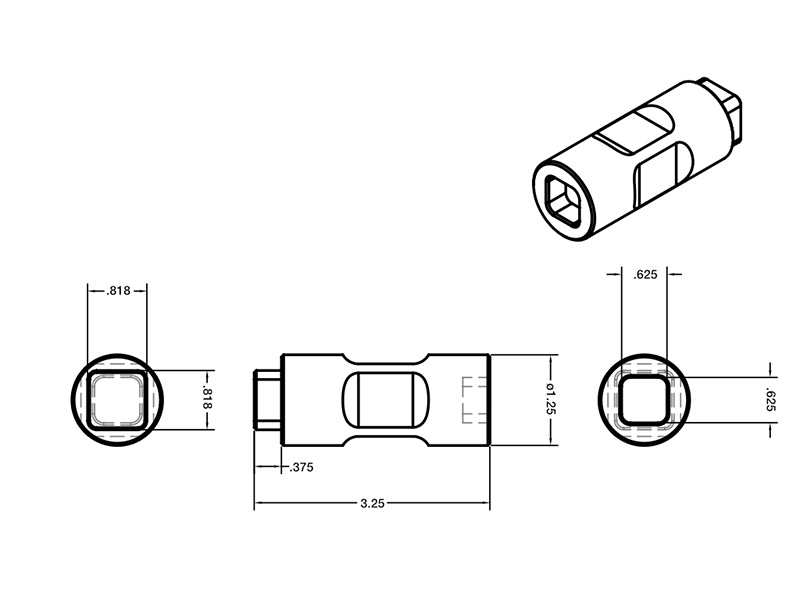
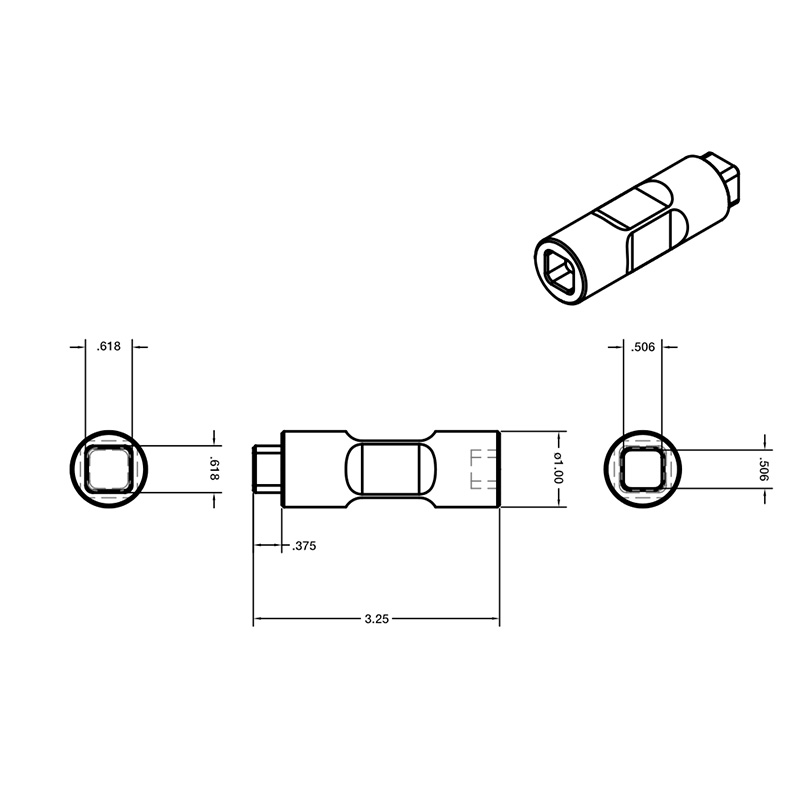
Our Segen™ line of quick-change components can help any manufacturer achieve their lean manufacturing goals. These systems replace nuts, bolts, fasteners and hand tools to significantly reduce the time wasted on industrial setups, changeovers, workholding, clamping, fixturing and alignment.

Check Out Our Upcoming Events!
Connect with teams from Tooling Tech Group companies at upcoming industry events.
Learn More