You have 0 items in your cart


Tooling Technology is a single source for complete aluminum cast and billet tooling solutions. Our capabilities go beyond tool design and build — accomplished via our in-house foundry — into tool fixtures and supporting automation. We’re able to provide complete tooling packages across a variety of plastic forming processes, simplifying your vendor sourcing.
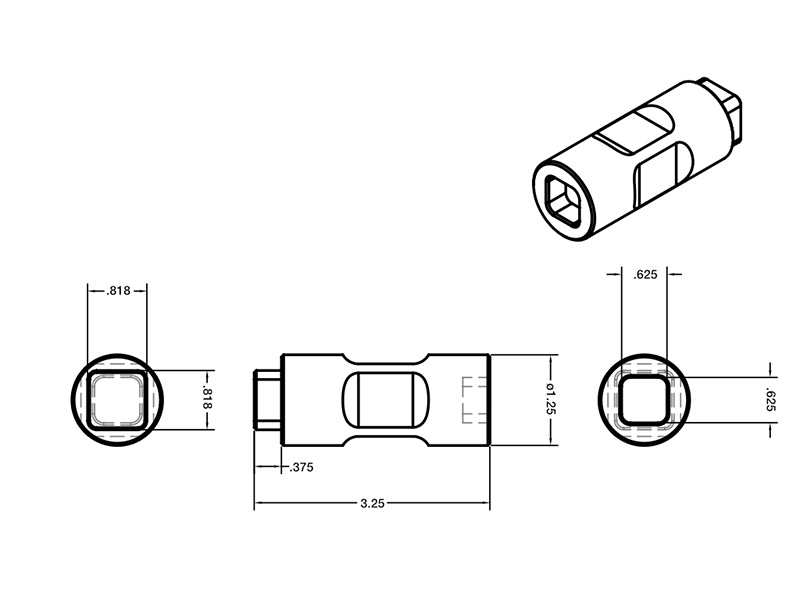
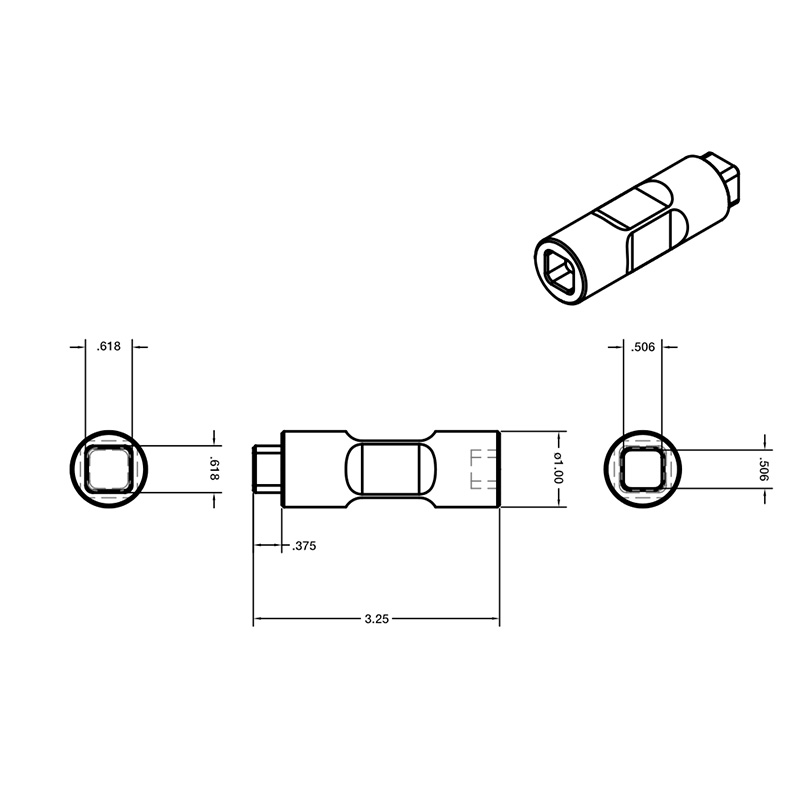
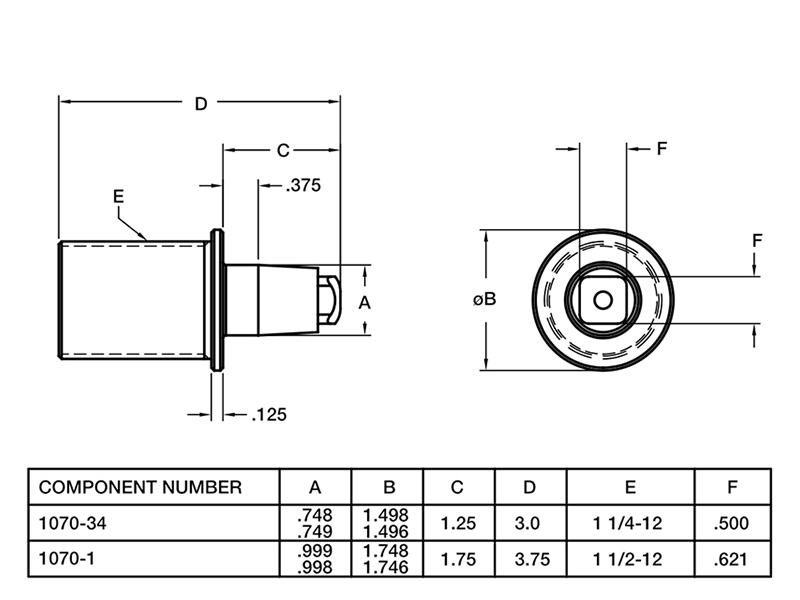
Our Segen™ line of quick-change components can help any manufacturer achieve their lean manufacturing goals. These systems replace nuts, bolts, fasteners and hand tools to significantly reduce the time wasted on industrial setups, changeovers, workholding, clamping, fixturing and alignment.
When you partner with Tooling Technology, we’re positioned to support you with every aspect of your project. This in combination with our experienced staff, outstanding equipment and unique resources allows us to deliver the highest quality.

A key differentiator for Tooling Technology is our in-house foundry, which provides us complete control over the quality of your tooling, resulting in lower costs and faster delivery times.

Equipped with dozens of machine tools, Tooling Technology’s sweet spot is creating molds and tooling for mid- to large-size components, including sizes up to 343-in. long x 120-in. wide x 100-in. tall.

Tooling Technology is well-suited to handle large tooling programs, which are supported by our deep bench of qualified engineers and our seasoned program management team.
We specialize in secondary manufacturing processes featuring streamlined operations for improved productivity while enhancing your product quality.

We are experienced in developing systems inclusive of vision guidance and monitoring that employ a variety of bonding techniques including welding, bonding, fastening and lamination.

From manual load to robot-tended systems, we can provide solutions that streamline a variety of secondary processes including; drilling, routing, de-gating, de-flashing, trimming, punching, sub-assembly and inspection systems.

In addition to our secondary automation experience, our team also can design and build precision tooling for polyurethane foam molding applications.
Getting equipment installed is only the beginning. Our support team is ready to serve on-site during commissioning and stays with you throughout production, troubleshooting mechanical, electrical, and controls issues so your line keeps moving. And no matter where your plant is located, we’ll be there. Wherever your production goes, our team goes with it — keeping you running on time, every time.

Tooling Technology builds molds for a wide range of products, such as interior trim and soft goods, floor carpet, floor mats, headliners, reservoirs, and ducting; including thermal acoustical products to reduce noise vibration and harshness (NVH). Every mold we design and deliver is built to meticulous standards.
We have also built secondary systems for many composite structure vehicles on the road today. These systems range from a drill, route and joining cell to a floor bonding station to a weld check cell, and more. Once the primary manufacturing of a component is completed, Tooling Technology can be relied upon to streamline the next process with custom automation.

We provide different mold and tooling technologies to meet just about any household or recreational need. Typical home applications include items such as shower pans, hot tubs, refrigerator liners or deck boxes. Our recreational and powersports capabilities include molds for items such as kayaks or hoods of recreational vehicles.

An often-underrated component of the supply chain is the importance of pallets and dunnage. Dunnage acts as a cushion buffer between the freight and the container surface. By filling the gaps between items, dunnage prevents shifting and rattling. We provide tooling for returnable dunnage to the food, courier, and automotive industries — including EV battery tray dunnage.

Tooling Technology has vast experience providing engineering and manufacturing of molds across a wide range of large vehicle applications, including interior trim and soft goods, floor carpet, floor mats, headliners, reservoirs, interior trim, and ducting.
With the emphasis on lightweighting, using composite structures for heavy truck body panel components continues to grow. Tooling Technology is experienced in providing solutions for the joining and assembly of these components, developing systems such as a single cycle bonding station for today’s and future heavy trucks.

Across multiple industries, we produce a wide range of tooling and production systems for part-joining production. We combine the right technologies to manufacture high-quality parts within customer requirements.
At Tooling Technology, our facilities are stocked with state-of-the art equipment run by highly skilled machine operators to ensure we deliver to you the highest quality molds, secondary tooling and fixtures.
Click on an item below to view details.
Main Office:
100 Enterprise Drive
Fort Loramie, Ohio 45845
CMT EAST ASIA CO LTD
Suit 1002, Chuangjian Building, Shennan Blvd,
Shenzhen, China
www.cmteastasia.com
[email protected]
Territory: China (PRC), Hong Kong (SAR), Taiwan (ROC), Malaysia, Singapore, Thailand, Vietnam, Philippines, Laos, Cambodia, Myanmar, Brunei, Papua New Guinea, Mongolia, Japan, South Korea, India, and Indonesia